
|
|
橡套电缆内护套卡模工艺栏目 :行业新闻
发布时间 : 2015-04-07
安徽远洋仪表电缆报价厂家讯: 橡套电缆 内护套卡模工艺解说。 本篇内护套的卡莫工艺文章介绍四点: ①标准电缆结构认识; ②卡模的原因分析; ③卡模中出现的问题以及合理的解决方案。 橡套电缆被各种电器设备使用,例如日用电器,电动机械,电工装置和器具的
|
安徽远洋仪表电缆报价厂家讯:橡套电缆内护套卡模工艺解说。本篇内护套的卡莫工艺文章介绍四点:
①标准电缆结构认识;
②卡模的原因分析;
③卡模中出现的问题以及合理的解决方案。
橡套电缆被各种电器设备使用,例如日用电器,电动机械,电工装置和器具的移动式电源线,根据使用场合不同,护套材料结构差异很大,有的采用单层护套结构如MY煤矿用移动软电缆,有的采用两层护套中间用纺织加强结构的如卷筒电缆。电缆护套采用双层护套中间用编织进行加强的结构,这种结构在生产流程中需要先生产橡套内护套;再在内护套表面进行涤纶丝(纺织、无纺布等)编织加强,防止内外护套之间磨擦;较后挤出橡套外护套。还有些厂家没有共挤设备,生产双层护套的分两次挤出,这些结构在生产中很容易出现内护套卡模现象。
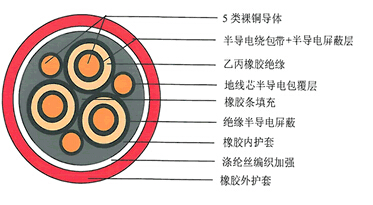
以卷筒电缆为例,多根动力线芯与多根地线芯进行成缆后用绕包带进行扎紧,经挤橡机进行橡胶内护套,再在内护套表面进行涤纶丝编织加强,较后挤出橡套外护套。挤橡护套生产多为挤压式挤出,模芯不宜过大,过大宜导致护套偏芯,所以我们在选配模芯时一般比来料线芯大0.5~1.5mm之间。这种电缆结构一旦控制不当就会出现外护套挤出时内护套卡模。卡模的现象是挤出前编织内护外径明明比模芯小,但还是出现内护套在模芯中不时卡模。线芯在成缆时填加橡胶填充条规格不当,内护套在挤橡过程中硫化不当,缆芯内就会填充不实存在空气,常温常压下的空气经过模芯进入硫化管后压强增大,温度升高,空气就会发生大幅膨胀。橡套硫化多为蒸汽硫化,通过提高压强的方法提高蒸汽温度,蒸汽温度(T)与压强(P)的关系如下表:
|
饱和蒸气压P |
温度T |
饱和蒸气压P |
温度T |
饱和蒸气压P |
温度T |
饱和蒸气压P |
温度T |
饱和蒸气压P |
温度T |
|
Mpa |
℃ |
Mpa |
℃ |
Mpa |
℃ |
Mpa |
℃ |
Mpa |
℃ |
|
0.1 |
100 |
0.2 |
120 |
0.36 |
140 |
0.65 |
162 |
1.05 |
182 |
|
0.11 |
102 |
0.21 |
122 |
0.38 |
142 |
0.68 |
164 |
1.1 |
184 |
|
0.12 |
104 |
0.22 |
124 |
0.4 |
144 |
0.72 |
166 |
1.15 |
186 |
|
0.13 |
106 |
0.24 |
126 |
0.45 |
148 |
0.75 |
168 |
1.2 |
188 |
|
0.13 |
108 |
0.25 |
128 |
0.48 |
150 |
0.79 |
170 |
1.25 |
190 |
|
0.14 |
110 |
0.27 |
130 |
0.5 |
152 |
0.83 |
172 |
1.31 |
192 |
|
0.15 |
112 |
0.29 |
132 |
0.53 |
154 |
0.87 |
174 |
1.37 |
194 |
|
0.16 |
114 |
0.3 |
134 |
0.56 |
156 |
0.91 |
176 |
1.43 |
196 |
|
0.17 |
116 |
0.32 |
136 |
0.59 |
158 |
0.96 |
178 |
1.49 |
198 |
|
0.19 |
118 |
0.34 |
138 |
0.62 |
160 |
1.00 |
180 |
可通过简化公式T=100×得到近似值缆芯原始环境为20℃、1个标准大气压,以1MPa硫化温度进行生产,进行硫化管后管内温度会上升至180℃。而物质在不同温度、不同压力下的质量是恒定的,按质量公式m=ρV, 质量不变,密度变小,体积变大,以下是空气在不同压力和温度下的密度
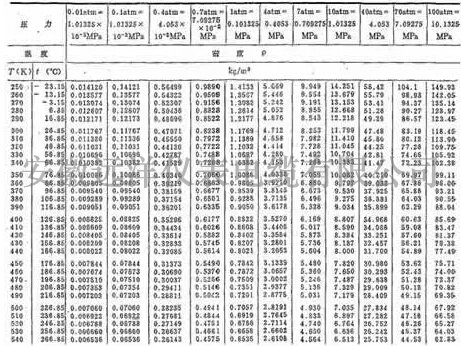
20℃(293.15K)、1个标准大气压(0.101MPa)空气密度约为1.2kg/m3,180℃(453.15K)、1MPa空气密度约为7.7kg/m3,这时空气体积膨胀后是原来的6倍多(V2=ρ2/ρ1*V1=(7.7/1.2)*V1=6.4V1)。
如果内护生产不注意,缆芯内进水,条件变化和上述相同,水转化成蒸汽后体积膨胀是原来的1900多倍。(标准状态下一摩尔水蒸气质量为18g,体积为22.4L,1g对应1240ml,根据气体状态方程,其体积和温度成正比。所以180℃(453.15K)、1MPa空气体积V2=T2/T1*1240=(273.15+180)/(273.15+20)*1240=1916 ml;水液体的密度是1g/ml,所以体积膨胀为1916 ml/1g/ml=1916倍)。 由于硫化线结构是冷态缆芯进入高温高压蒸汽管,较后进行水冷管的生产方式,所以空气或水经高温高压膨胀后遇冷水收缩,膨胀的
气体会慢慢向上堆积,电缆段长越长,缆芯中膨胀气体越积越多直到大于模芯外径出现卡模。
我们解决方案是这样的:
首先:如果缆芯发现进水,这种电缆绝对不可以生产护套,水受热转变水蒸气体积会膨胀;
第二:缆芯填充条全部采用欠硫工艺,成缆中心填充略比绞合空隙大,这样生产内护套后欠硫填充会发现形变,填充条会紧密贴合主线芯,保证缆芯内"零"空隙。
第三、生产挤橡内护须高压高速生产,建议压强大于1.2MPa,通过蒸汽压力压实缆芯,确保缆芯内"零"空气。
第四、生产挤橡外护套时须低压低速生产,以减少内护内缆芯残留的空气受热膨胀,压强、温度越低,空气、水分膨胀系数就越小,建议压强小于0.5 MPa。
以上是由远洋仪表电缆有限公司为大家整理的有关“橡套电缆内护套卡模工艺”的内容。属于橡套电缆相关信息。本文地址:http://www.ahyuanyang.com/news/hyxw/972.html转载请勿删除,高压电缆、橡套电缆或其它仪表电缆报价资料欢迎您来电索取。张总:18225805988 “橡套电缆内护套卡模工艺”相关产品|猜你喜欢:
 阻燃计算机电缆 阻燃计算机电缆 |
 AF46 AGR AF200高温线 AF46 AGR AF200高温线 |
 JFEH JEM电机电机引接电缆 JFEH JEM电机电机引接电缆 |
 浮球液位计 浮球液位计 |
 聚氯乙烯绝缘铜丝屏蔽缘聚氯乙烯护套 聚氯乙烯绝缘铜丝屏蔽缘聚氯乙烯护套 |
 1151HP型高静压差压变送器 1151HP型高静压差压变送器 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

